根据公安部统计的数据,截至今年6月底,我国新能源汽车保有量已经突破千万,达到1001万辆。此外,新能源汽车销量还在成倍增长,业内诸多观点认为,今年新能源乘用车销量将超过600万辆。在新能源汽车迅猛发展、上游原材料大幅涨价以及“欧盟电池最新法案”等多重因素驱动下,动力电池回收行业去年开始升温,资本、车企、电池生产商逐渐涌入电池回收赛道,电池回收企业更是成为了合作中的“香饽饽”。2021年下半年以来,各大券商几乎异口同声地喊出“千亿风口”的诱人口号。比如,天风证券预测,在中性预期下,预计2030年我国动力电池回收的市场总规模将达到758.4亿元,乐观情形下,2030年动力电池回收市场总规模则有望达到1048.9亿元。千亿市场风起,动力电池回收从不被重视的“破烂儿”行业将变成未来的一片新蓝海。
动力电池回收行业2020年起步,2021年进入白热化竞争阶段,原因是2021年新能源汽车销量大幅增长,致使动力电池回收的“千亿风口”提前到来。不过,万家企业“抢破烂”热潮之下,无序竞争、劣币驱逐良币、环保隐患等问题日益凸显。为了加强综合利用企业的规范化管理,同时也对相关企业具备的技术、装备和工艺等提出要求,工信部根据相关规范分别于2018年、2020年、2021年先后公布了三批符合《新能源汽车废旧动力蓄电池综合利用行业规范条件》的企业名单(俗称白名单)。
到目前为止,三批动力电池回收利用白名单企业共计已达45家,废旧动力电池回收市场已成为近期各大电池、新能源厂商及资本关注的焦点。
锂电池种类较多,根据正极材料区分常见的有钴酸锂电池、磷酸铁锂电池、三元锂电池等,这些锂电池中含有较多的Co、Ni、Mn、Li、Fe等金属资源,具有很高的回收价值。目前工艺上主要有火法冶金与湿法回收。早期的火法冶金中,废旧电池几乎不经过任何前处理,直接将电池组拆分后进行煅烧。对于贵重金属含量较高的废电池来说,这种方法具有经济可行性,但对于磷酸铁锂或锰酸锂等电池来说难以实行。传统的火法冶金能耗高、材料损失大、会产生有毒气体,而且无法回收锂。后来有人利用火法冶金与其他方法相结合的方式来实现锂的回收,比如火法结合湿法冶金、真空蒸发以及惰性气体氛围焙烧等。这些方法最终都可以得到锂化合物,减少了锂损失。湿法回收主要包括浸出和分离(萃取、沉淀)过程,通过酸或碱对锂电池正极材料进行溶解,将正极活性物质中的金属组分浸出,再通过萃取、沉淀等工艺程序获得相应的金属及金属化合物。湿法冶金是一种很成熟的废旧锂电池处理方法,更适合中小规模废旧锂离子电池的回收。其优点是处理成本较低,有价金属综合回收率较高,但回收过程用到大量的酸或碱,对环境影响较大。
目前对负极材料的研究相对较少。负极材料以碳为主,包括石墨、铜箔、硅碳合金和钛酸锂材料。石墨和铜箔的回收可以解决电池级石墨和精铜资源短缺的问题,目前主要通过高温煅烧法、酸浸法、硫酸固化法、电化学法等来收集石墨。
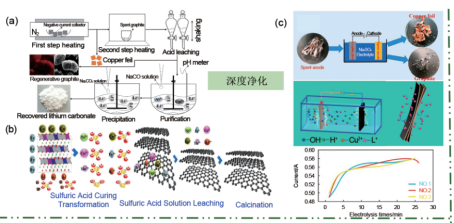
石墨回收方法:(a)无机酸回收;(b)硫酸固化法;(c)电化学法
(来源:燕乔一等,《锂离子电池负极石墨回收处理及资源循环》)
最常用的回收方法是酸浸处理法,以三氟乙酸和无机酸为溶剂,通过脱除石墨废料中的层间金属离子和其他未分离的正极材料/集流体等来获得深度净化的石墨,再经预煅烧-草酸盐球磨混合-长时间高温石墨化处理才可得电池级石墨负极材料。该工艺路线虽然成熟,但是存在流程长、成本高等弊端。
电解液主要由锂盐、有机溶剂和添加剂组成。由于市场需求旺盛,碳酸酯溶剂和锂盐价格逐年升高,溶剂碳酸二甲酯(DMC)在2022年初达10000元/吨,而锂盐LiPF6高达55万元/吨。中国能提供F元素的萤石仅能供开采约15年,成本日益增加。此外LiPF6极易分解,在空气中遇到痕量水即会分解产生HF、OPF3等有害物质,对人体健康和生态环境产生巨大危害。考虑到未来废电解液量将非常巨大,从资源和环保角度出发,电解液回收及高值化利用均迫在眉睫。
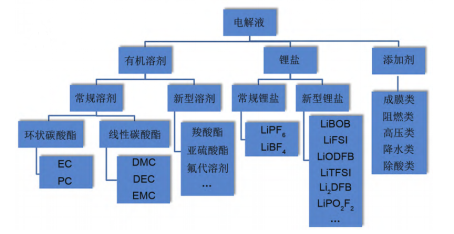
电解液基本组成
(来源:张群斌等,《废旧电池电解液回收及高值化利用研发进展》)
电解液回收主要在动力电池拆解及破碎工序进行,多采用物理手段将其提取出来。考虑到成本及规模等因素,目前大多数企业仅回收高价值的能源金属元素,忽略电解液的回收。
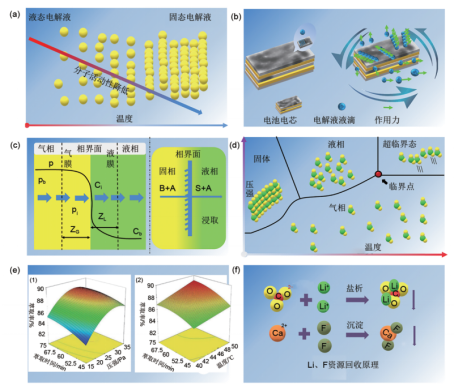
不同电解液回收的机理示意图:(a)冷冻法;(b)机械离心法;(c)有机溶剂萃取法;(d)、(e)超临界二氧化碳萃取法;(f)锂盐回收方法
(来源:张群斌等,《废旧电池电解液回收及高值化利用研发进展》)
截至目前仅有少数企业开展过电解液的回收技术研发。英国AEA公司经低温破碎、分离钢材后,用乙腈提取电池中的电解液,采用N-甲基吡咯烷酮(NMP)提取黏合剂(PVDF),分选后得到Cu、Al和塑料,电沉积法将溶液中的Co转化为CoO,流程如下图(c)所示。日本OnTo公司开发了Eco-Bat工艺,将电池放置在一定压力和温度的容器中,用液态二氧化碳溶解电池内的电解液,改变温度和压力使CO2气化,进而让电解液从中脱出,流程如下图(d)所示。
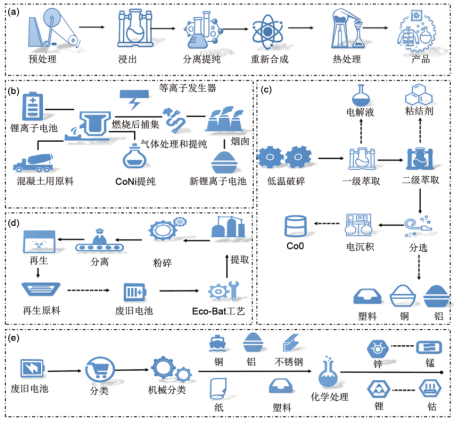
国内外企业回收锂电池电解液案例:(a)格林美工艺;(b)比利时Umicore工艺;(c)英国AEA工艺;(d)日本OnTo工艺;(e)法国Recupyl工艺
(来源:张群斌等,《废旧电池电解液回收及高值化利用研发进展》)
采用文献计量与专利计量相结合的研究方法,并借鉴邱均平等提出的指标体系,以生产力、影响力和创新力为衡量指标,分析中国知识产权在该领域的全球竞争力。
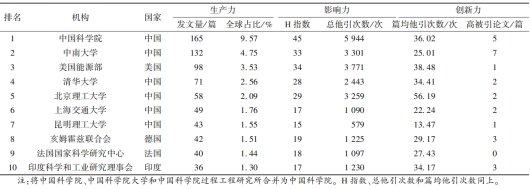
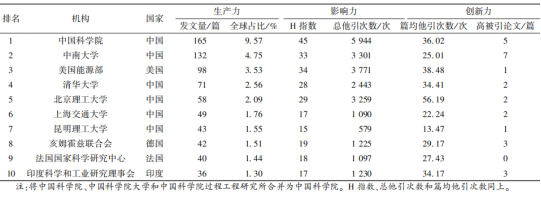
废旧锂离子电池回收技术发文量前10的机构
(来源:周超峰等,《废旧锂离子电池回收技术中国知识产权》)
生产力方面,以发文量和全球占比为衡量指标,结果显示:在前10位主要机构中有6位来自中国。其中,中国科学院和中南大学在发文量和全球占比方面占绝对优势,处于第一梯队,成为该技术发展的主要发文力量;美国能源部和德国亥姆霍兹联合会是为发文量最多的国外机构,位居第二梯队,属于该技术发展的重要发文力量。影响力方面,以H指数、总他引次数和篇均他引次数为衡量指标,结果显示:中国科学院、中南大学和美国能源部居H指数和总他引次数的前三位;北京理工大学、中国科学院和美国能源部位列篇均他引次数前三位。创新力方面,以高被引论文数量为衡量指标,由多到少依次为中南大学、中国科学院、德国亥姆霍兹联合会和印度科学和工业研究理事会,进一步反映出中国在该领域的引领作用。美国、德国、法国和印度尽管在此方面与中国有一定的差距,但影响力也不容小觑。
前10位创新主体及专利分布
(来源:周超峰等,《废旧锂离子电池回收技术中国知识产权》)
专利方面,仅中国的中南大学和昆明理工大学覆盖了所有技术领域。但从创新主体性质来看,美日两国的创新主体以注重经济效益和实用价值的企业为主,企业成为两国在废旧锂离子电池回收技术领域的创新力量;而中国创新主体则以高校和科研院所为主,企业较少。这反映出我国在该领域的创新主体方面与美日存在较大差异。锂电池是新能源汽车和电化学储能系统的重要组成,是实现国家可持续发展战略和“碳中和”目标的关键储能技术。随着新能源汽车普及和可再生能源的大规模利用,锂离子电池在储能领域的作用将越来越大,电池回收也成为一个重要问题。
企业方面,企业应抓住机遇,在降低成本、优化流程、提高效率等方面加大研发投,以提高企业市场竞争力。
回收工艺方面,以往回收主要集中在高价金属元素的回收和利用,对负极材料与电解液回收利用较少。然而,负极含电池级石墨材料,电解液中含有大量的有机溶剂和锂盐,进行回收处理和资源再生研究,不仅可以有效缓解市场的潜在供需风险,还可减少对环境的二次污染。
知识产权方面,针对我国创新主体以高校和科研院所为主、企业较少的现象,建议相关部门积极制定激励措施,积极引导企业、高校、科研院所之间的专利融合;以市场为导向,组建“政-产-学-研-用”五位一体的合作联盟,构建废旧锂离子电池回收产业链的知识产权保护体系,促进实验室技术向市场转移转化,提升相关科研成果的先进性、实用性、竞争性和影响力。
